Metalurgia proszków – budowanie metali atom po atomie
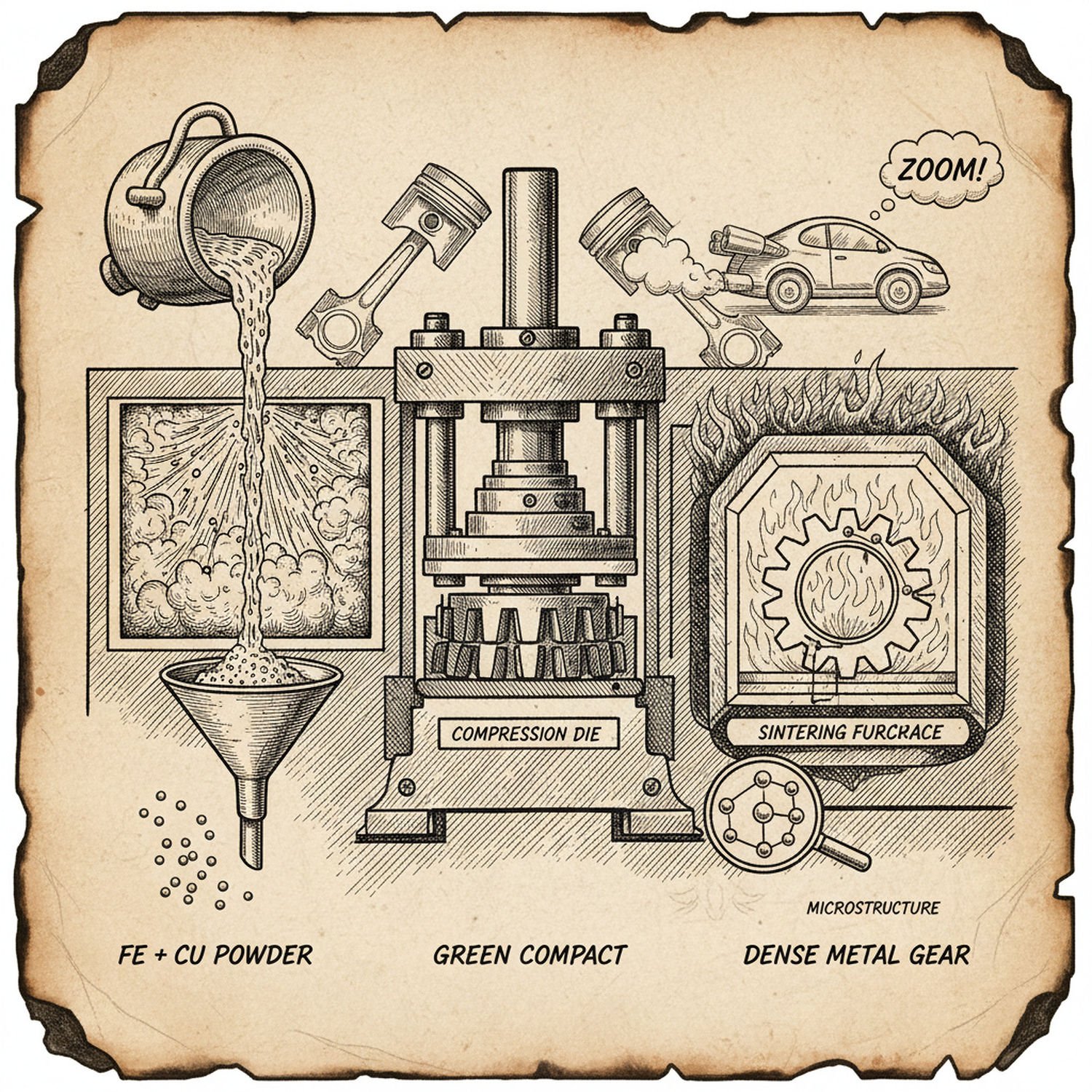
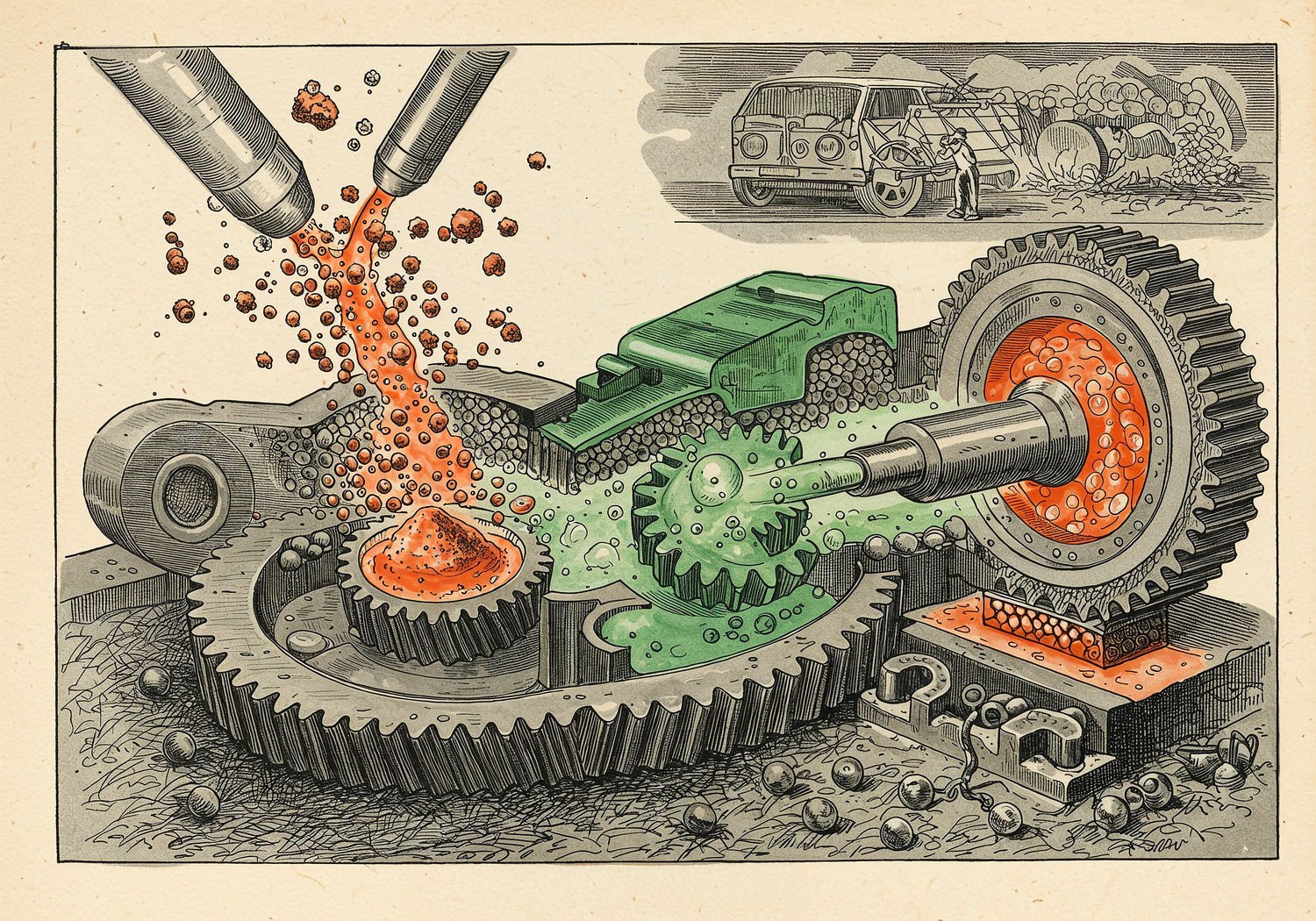
Metalurgia proszków to fascynująca dziedzina inżynierii materiałowej, która pozwala na konstruowanie metali i ich stopów w sposób niezwykle precyzyjny, niemal atom po atomie. Wyobraź sobie, że zamiast topić metal w ogromnych piecach, budujesz go z drobnych cząstek proszku, które układają się w pożądaną strukturę. Ta technika zrewolucjonizowała przemysł w XX wieku, umożliwiając tworzenie kompozytów o unikalnych właściwościach mechanicznych i termicznych. Szczególnie w silnikach samochodowych znalazła zastosowanie, poprawiając wydajność i zmniejszając zużycie paliwa. W tym artykule zgłębimy kluczowe etapy procesu: od przygotowania proszków, przez prasowanie, po spiekanie, pokazując, jak te metody pozwoliły na innowacje w motoryzacji.
Historia rozwoju metalurgii proszków w XX wieku
Metalurgia proszków narodziła się na przełomie XIX i XX wieku, ale to w latach 20. i 30. ubiegłego stulecia zyskała na znaczeniu dzięki postępom w przemyśle. Początkowo stosowano ją do produkcji elementów o skomplikowanych kształtach, których nie dało się uzyskać metodami odlewniczymi. Na przykład, w 1920 roku firma General Electric w USA zaczęła wytwarzać tungstenowe żarówki z proszków wolframu, co było przełomem w oświetleniu. W Europie, szczególnie w Niemczech, rozwijano tę technikę dla potrzeb zbrojeniowych, tworząc lekkie stopy do silników lotniczych.
W połowie XX wieku, po II wojnie światowej, metalurgia proszków stała się kluczowa dla motoryzacji. Amerykańskie koncerny, takie jak Ford i General Motors, dostrzegły potencjał w tworzeniu kompozytów z proszków żelaza, miedzi i aluminium. Te materiały pozwalały na precyzyjne sterowanie mikrostrukturą, co oznaczało lepszą wytrzymałość na zużycie i wyższą odporność na wysokie temperatury. W latach 60. i 70. technika ta ulepszyła koła zębate i łożyska w silnikach samochodowych, redukując wagę i poprawiając efektywność spalania. Do końca wieku, dzięki automatyzacji, produkcja komponentów z proszków osiągnęła skalę przemysłową, z roczną wartością rynku przekraczającą miliardy dolarów. To właśnie w tym okresie metalurgia proszków ewoluowała od rzemiosła do zaawansowanej technologii, umożliwiając budowanie metali “atom po atomie” poprzez kontrolę nad rozmiarem i kształtem cząstek.
Proces ten nie był przypadkowy – opierał się na naukowych podstawach, takich jak teoria dyfuzji i mechanika proszków. Badacze, jak Walter Rosenhain, podkreślali, że prasowanie i spiekanie pozwalają na uniknięcie wad odlewów, takich jak pory czy inkluzje. W efekcie, w XX wieku ta metoda przyczyniła się do wzrostu wydajności silników o nawet 20%, co było kluczowe w erze kryzysów naftowych.
Podstawy procesu – od proszków do gotowego materiału
Aby zrozumieć metalurgię proszków, zacznijmy od samego początku: przygotowania proszków. Proszki metaliczne to drobne cząstki o średnicy od mikrometrów do milimetrów, uzyskiwane metodami takimi jak atomizacja (rozpylanie stopionego metalu strumieniem gazu lub wody) czy redukcja chemiczna (np. tlenków metali wodorem). W XX wieku atomizacja stała się dominująca, bo pozwalała na otrzymywanie proszków o jednorodnym składzie, idealnych do kompozytów.
Na przykład, w produkcji części silnikowych stosowano proszki żelaza z dodatkiem niklu lub miedzi, co nadawało im właściwości antykorozyjne i zwiększało twardość. Proszki te mieszano z lubrykantami, jak stearynian cynku, aby ułatwić późniejsze formowanie. Kontrola rozmiaru cząstek była kluczowa – mniejsze ziarna (poniżej 100 mikrometrów) zapewniały lepszą gęstość po procesie, co bezpośrednio wpływało na wytrzymałość mechaniczną.
Kolejnym etapem jest formowanie, ale zanim przejdziemy do prasowania, warto wspomnieć o selekcji. W laboratoriach XX wieku testowano proszki pod kątem czystości, używając spektroskopii do wykrywania zanieczyszczeń. To pozwoliło na tworzenie kompozytów o precyzyjnych właściwościach, takich jak wysoka przewodność cieplna w elementach silników, gdzie ciepło musi być szybko odprowadzane. Bez tych podstaw, budowanie metali “atom po atomie” byłoby niemożliwe – proszki to budulec, który umożliwia inżynierom projektowanie materiałów na poziomie molekularnym.
Metoda prasowania – nadawanie kształtu proszkom
Prasowanie to serce metalurgii proszków, etap, w którym bezpostaciowa masa proszku nabiera formy i wstępnej wytrzymałości. W XX wieku ta metoda ewoluowała od prostych pras mechanicznych do hydraulicznych systemów o naciskach rzędu setek megapaskali. Proces polega na wsypaniu proszku do matrycy – stalowej formy o pożądanym kształcie – i skompresowaniu go za pomocą stempla.
Wyobraź sobie prasowanie proszku żelaza do kształtu koła zębatego: pod ciśnieniem 400-800 MPa cząstki proszku deformują się i łączą mechanicznie, tworząc tzw. zielony wyrób o gęstości 60-80% teoretycznej. To nie jest jeszcze metal stały, ale już stabilna forma, którą można obrabiać. W silnikach samochodowych prasowano elementy jak synchronizatory skrzyń biegów, gdzie precyzja kształtu jest kluczowa dla redukcji hałasu i wibracji.
Istnieją warianty prasowania: izostatyczne, gdzie nacisk jest równomierny ze wszystkich stron (używane do skomplikowanych kształtów, np. turbin), i uniaxialne, tańsze i szybsze dla masowej produkcji. W latach 50. XX wieku wprowadzono prasowanie na gorąco, podgrzewając proszek do 200-500°C, co zmniejszało tarcie i poprawiało gęstość. To ulepszenie było rewolucyjne dla motoryzacji – pozwoliło na tworzenie lżejszych kompozytów, np. z aluminium i ceramiki, które wytrzymywały temperatury do 800°C w komorach spalania.
Jednak prasowanie ma wyzwania: nierównomierne rozłożenie proszku mogło prowadzić do pęknięć. Inżynierowie radzili sobie z tym poprzez wibrację matrycy lub dodatek wiążących. Dzięki temu metoda ta umożliwiła precyzyjne właściwości, jak kontrolowana porowatość w łożyskach olejowych, co poprawiało smarowanie i wydłużało żywotność silnika o 30-50%.
Proces spiekania – scalanie cząstek w wytrzymały metal
Po prasowaniu przychodzi spiekanie – etap, który naprawdę buduje metal “atom po atomie”. To termiczne traktowanie zielonego wyrobu w piecu bez topienia metalu, gdzie cząstki proszku łączą się poprzez dyfuzję atomów na styku. Temperatura spiekania to zazwyczaj 70-90% temperatury topnienia metalu, np. dla żelaza 1100-1300°C w atmosferze ochronnej (wodór lub azot), by uniknąć utleniania.
W XX wieku spiekanie stało się wysoce kontrolowane dzięki piecom tunelowym, pozwalającym na ciągłą produkcję. Proces trwa od minut do godzin, w zależności od materiału. Na styku cząstek atomy migrują, tworząc mostki szyjne, a potem pełne ziarna, co zwiększa gęstość do 95-99%. Dla kompozytów w silnikach, jak proszki z dodatkiem grafitu, spiekanie tworzy samouszczelniające się struktury, redukujące zużycie paliwa.
Szczegółowo: w fazie początkowej (200-500°C) odparowują lubrykanty, potem następuje aktywacja powierzchniowa, a na końcu wzrost ziaren. W motoryzacji spiekano elementy jak tłoki czy wałki rozrządu, gdzie precyzyjne właściwości – np. twardość 200-400 HB – poprawiały wydajność. W latach 70. wprowadzono spiekanie w plazmie lub z mikrofalami, skracając czas i oszczędzając energię.
Zalety spiekania to minimalizacja odkształceń i możliwość wprowadzania faz wzmacniających, jak ceramiczne cząstki w macierzy metalowej. To pozwoliło na kompozyty o unikalnej wytrzymałości na zmęczenie, kluczowe w silnikach wysokowydajnych.
Zastosowania w silnikach samochodowych – ulepszenia wydajności
W XX wieku metalurgia proszków zrewolucjonizowała silniki samochodowe, tworząc kompozyty o precyzyjnych właściwościach. Na przykład, w silnikach benzynowych stosowano spiekane łożyska samosmarujące, które zmniejszały tarcie o 40%, poprawiając ekonomię paliwową. Koła zębate z proszków żelaza z miedzią wytrzymywały wyższe obciążenia, umożliwiając lżejsze konstrukcje i wzrost mocy bez wzrostu masy.
Technika ta pozwoliła na produkcję synchronizatorów o porowatości 10-20%, idealnych do przechwytywania oleju. W dieslach spiekane wtryskiwacze z wolframem zwiększały precyzję wtrysku, redukując emisje. Ogółem, wydajność silników wzrosła dzięki lepszemu odprowadzaniu ciepła i mniejszemu zużyciu – np. w modelach Forda z lat 80. elementy proszkowe wydłużyły interwały serwisowe.
Dziś dziedzictwo XX wieku trwa, ale wtedy to prasowanie i spiekanie położyły fundamenty pod nowoczesną motoryzację, budując metale o właściwościach skrojonych na miarę.
Metalurgia proszków pokazuje, jak nauka może konstruować materiały od podstaw, atom po atomie. Jej rozwój w XX wieku nie tylko ulepszył silniki, ale otworzył drzwi do zrównoważonej produkcji, gdzie precyzja spotyka się z efektywnością.
Informacja: Artykuł (w szczególności treści i obrazy) powstał w całości lub w części przy udziale sztucznej inteligencji (AI). Niektóre informacje mogą być niepełne lub nieścisłe oraz zawierać błędy i/lub przekłamania. Publikowane treści mają charakter wyłącznie informacyjny i nie stanowią porady w szczególności porady prawnej, medycznej ani finansowej. Artykuły sponsorowane i gościnne są przygotowywane przez zewnętrznych autorów i partnerów. Redakcja nie ponosi odpowiedzialności za aktualność, poprawność ani skutki zastosowania się do przedstawionych informacji. W przypadku decyzji dotyczących zdrowia, prawa lub finansów należy skonsultować się z odpowiednim specjalistą.
Traditional detailed engraving illustration with modern elements, etched lines, high contrast black and white, meticulous cross-hatching to create depth, printed on aged parchment paper of: Traditional detailed engraving illustration with modern elements, etched lines, high contrast black and white, meticulous cross-hatching to create depth, printed on aged parchment paper of: A detailed cross-section illustration of the powder metallurgy process for creating a car engine gear: on the left, fine metal powder particles (iron with copper additives) being atomized from molten metal; in the center, the powder compressed in a die under high pressure to form a green compact gear shape; on the right, the compact in a sintering furnace where atoms diffuse across particle boundaries to form a solid, dense metal gear with visible microstructural bonds; subtle automotive elements like engine pistons and a fuel-efficient car in the background. Illustration: copperplate etching texture, ink lines, dramatic shading, artistic style, deep focus, museum quality print with humorous twist. Illustration: copperplate etching texture, ink lines, dramatic shading, artistic style, deep focus, museum quality print with humorous twist.
Polecamy: Przemysł i Gospodarka